
SEARCH WHAT YOU WANT

2026-04-21
AMADA HDS 8025 NT Руководство по эксплуатации пресс-тормозов
1. Структура совместимого с лазером пресс-тормоза
1,1 Компоненты
(1) механическая система
(2) Электрическая система
(3) Гидравлическая система
(4) Система управления NC
1,2 Метод изгиба
Вверх-поглаживание: Нижняя матрица прикреплена к раме машины. Изгиб выполняется верхней матрицей, движущейся вниз. D-ось, L-ось, Y-ось и Z-ось автоматически контролируются ЧПУ машины.

2. Метод деятельности
2,1 Последовательность Power ON
(1) главный переключатель силы машины
(2) Переключатель панели управления PLC (подождите, пока панель загрузится в программу, прежде чем продолжить)
(3) Переключатель двигателя
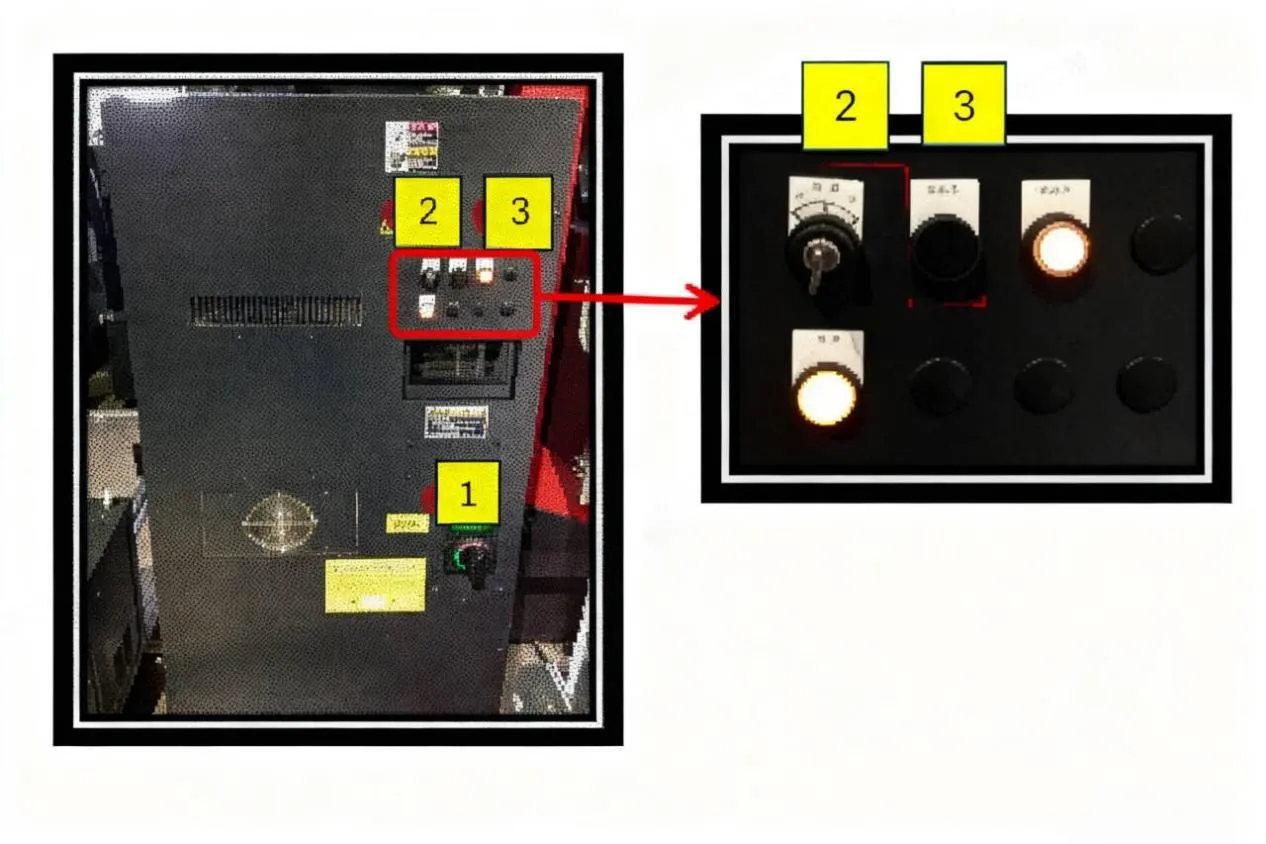
2,2 Последовательность отключения питания
(1) переключатель двигателя
(2) Переключатель панели управления PLC (дождитесь ответа панели, прежде чем продолжить)
(3) главный переключатель силы машины
3. Ручной ввод и процедура и метод ввода программы
3,1 Подготовка вспомогательных инструментов
(1) Штангенциркуль и транспортир Vernier: для проверки соответствия спецификаций продукта требованиям чертежа.
(2) красный ключ: используется для блокировки нижнего держателя матрицы к станину машины.
(3) синий гаечный ключ: используется для регулировки слайдов / рельсов нижнего держателя штампа.
(4) Желтый шестигранный ключ: используется для регулировки зажимных блоков верхнего штампа на машине и для крепления нижнего штампа к нижнему держателю штампа.
(5) зеленый шестигранный ключ: Использованный для закреплять приспособления для простых умирает.
(6) Фиолетовый шестигранный ключ: используется для блокировки нижней матрицы к держателю нижней матрицы.
3,2 Подтверждение процесса и чертежа
(1) Во-первых, подтвердите, завершены ли процессы предварительного сгибания, например, вставка гайки PEM, постукивание.
(2) Затем подтвердите, что чертеж соответствует заготовке (толщина листа, материал), и проверьте заготовку на наличие дефектов предыдущих процессов. Отбросьте заготовки NG и верните их на предыдущую станцию.
(3) Затем проверьте порядок работы для существующих записей программы. Если доступно, переходите непосредственно к гибке.
3,3 Выбор инструмента и матрицы, изменение матрицы
Поместите инженерный чертеж на машину. Используйте фиолетовый шестигранный ключ и красный ключ, чтобы закрепить матрицы на машине.
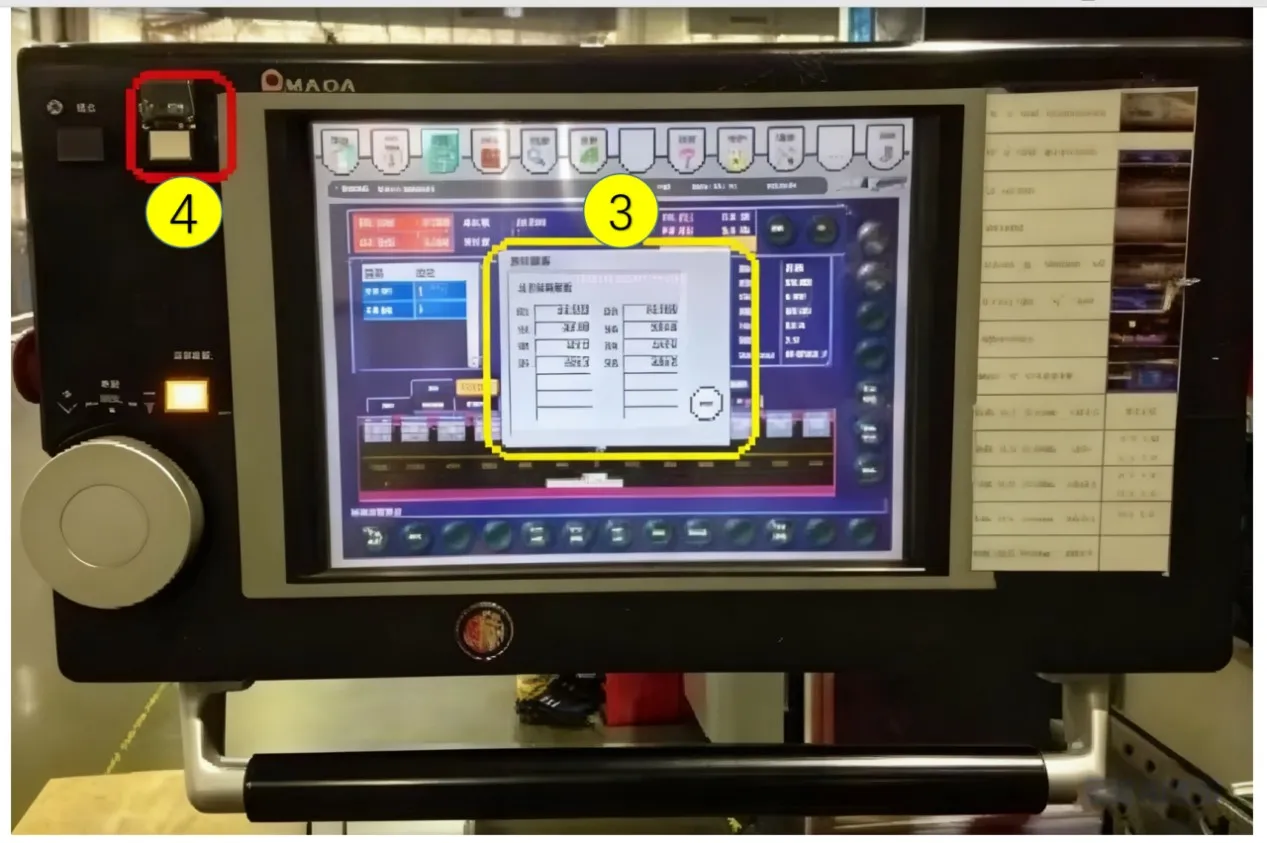
3,4 Настройка [Экран настройки]
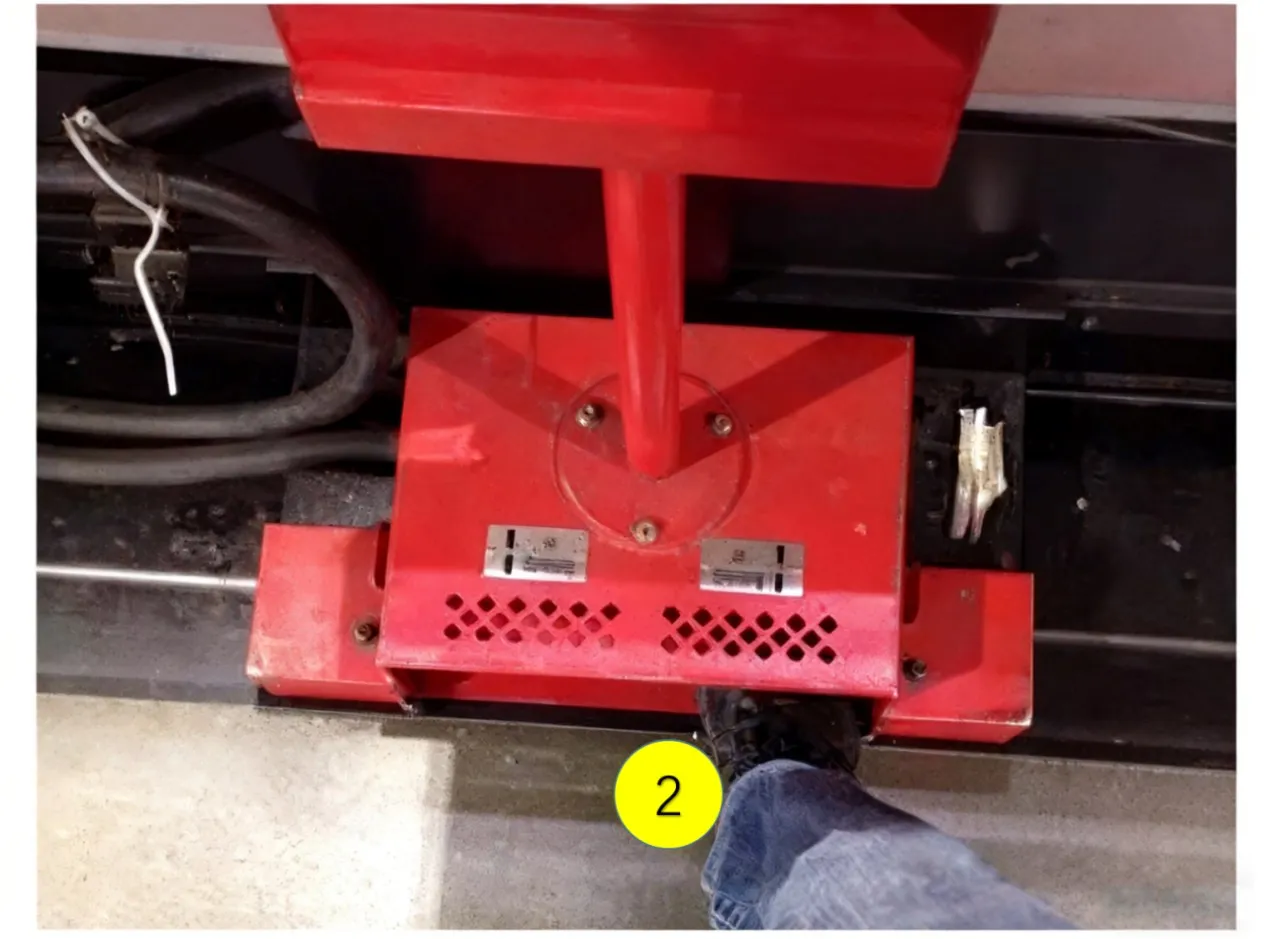
Процедура возврата3.4.1 происхождения
(1) Доступ к экрану [Setup].
(2) Нажмите клавишу [Origin Return].
(3) Подтвердите экран возврата происхождения отображается.
(4) Нажмите клавишу [Start].
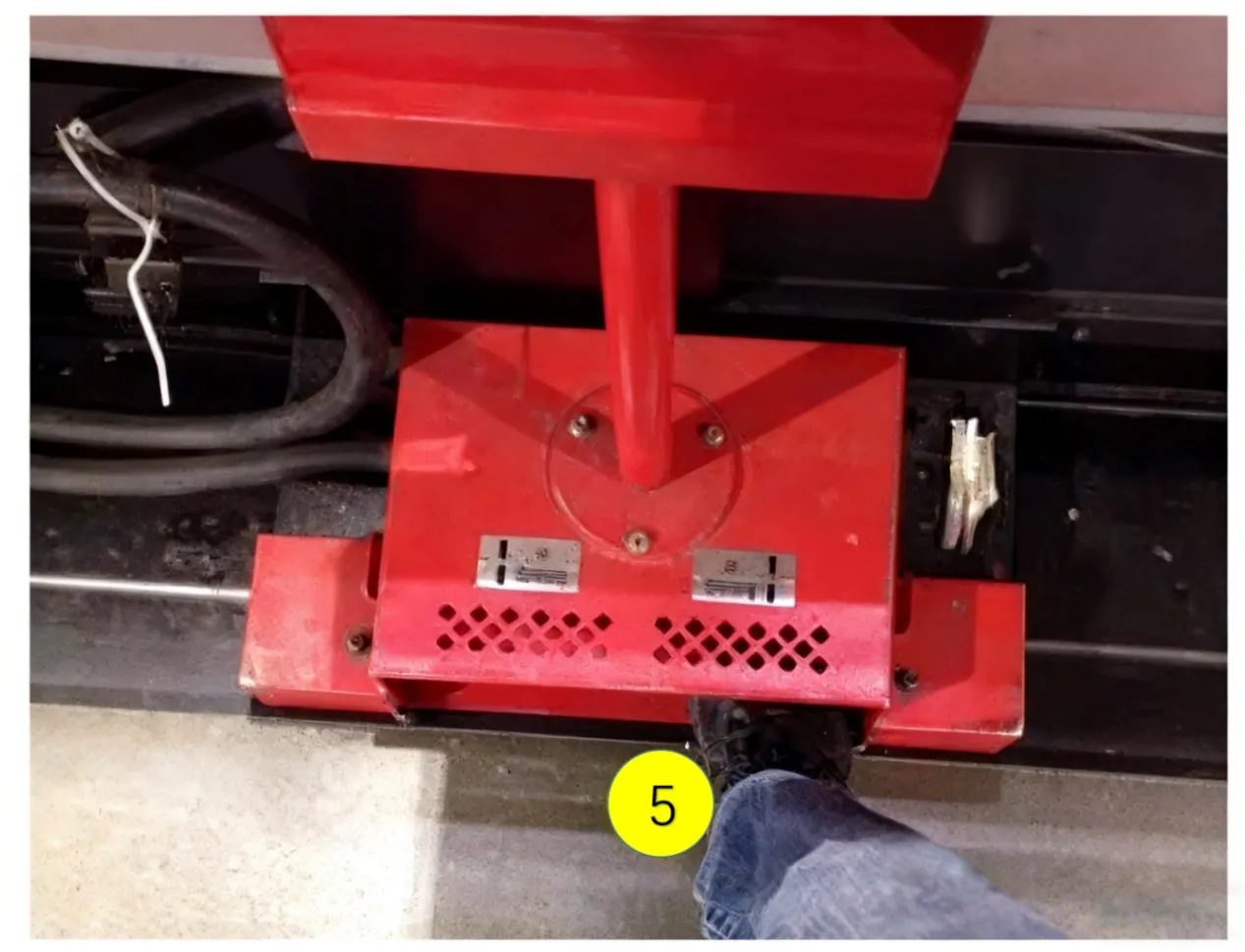
(5) Нажмите на педаль закрытия матрицы.
(6) Задний датчик затем выполнит операцию возврата к исходному коду.
(7) Звуковой сигнал указывает, что возврат источника завершен.
Инструмент3.4.2 Установка нулевой точки
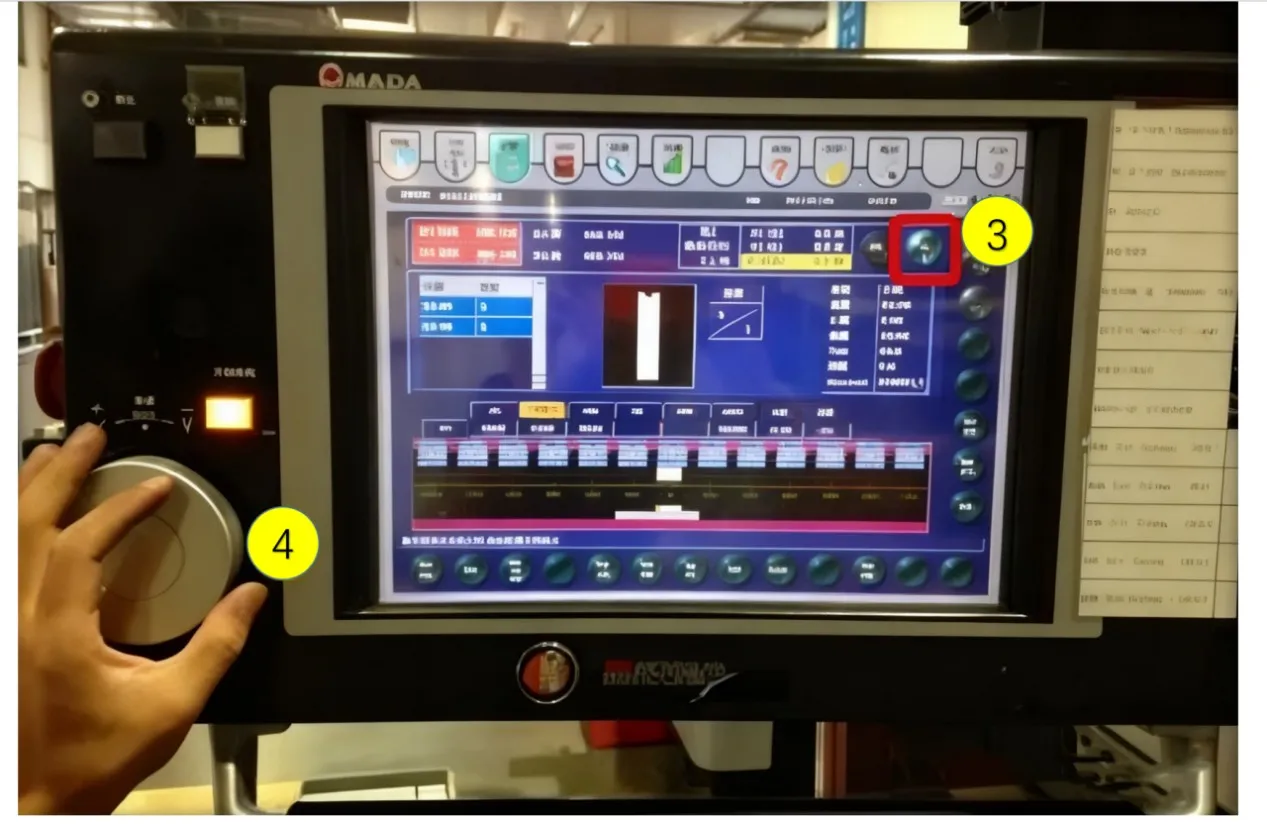
(1) Переключиться на [Jog Mode].
(2) Нажмите и удерживайте педаль закрытия матрицы.
(3) Выберите скорость 5x (для увеличения скорости спуска верхнего штампа).
(4) Поверните маховик по часовой стрелке, чтобы постепенно закрыть верхнюю и нижнюю матрицы.
(5) Остановите поворот маховика, когда давление закрытия (P) достигнет 0,8 ~ 1,5.
(6) Нажмите клавишу [SET]; только затем отпустите педаль открытия матрицы. Откройте матрицы до максимального положения.
(7) Появится экран "Tool Zero Point Setting Complete".

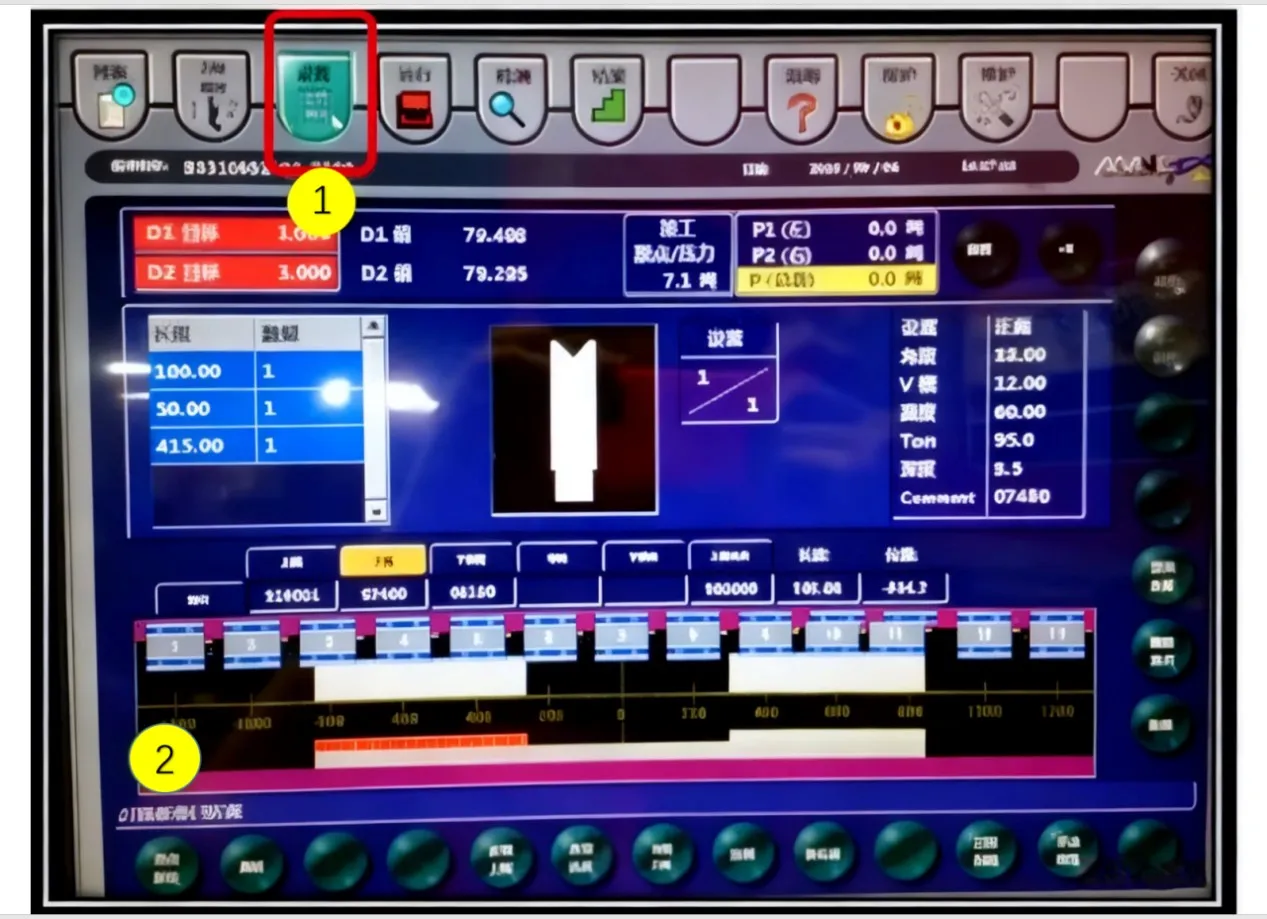
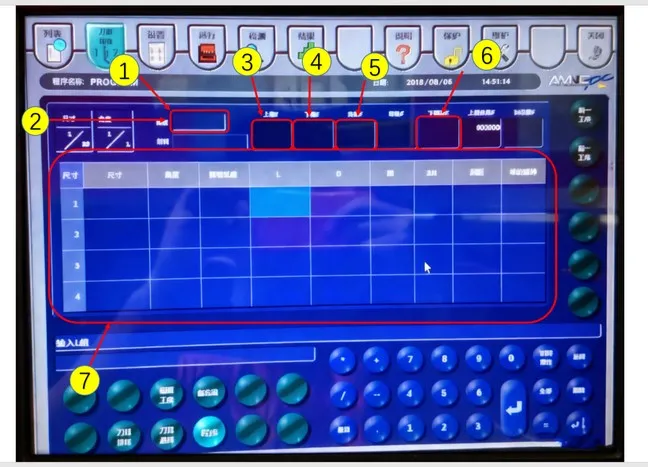
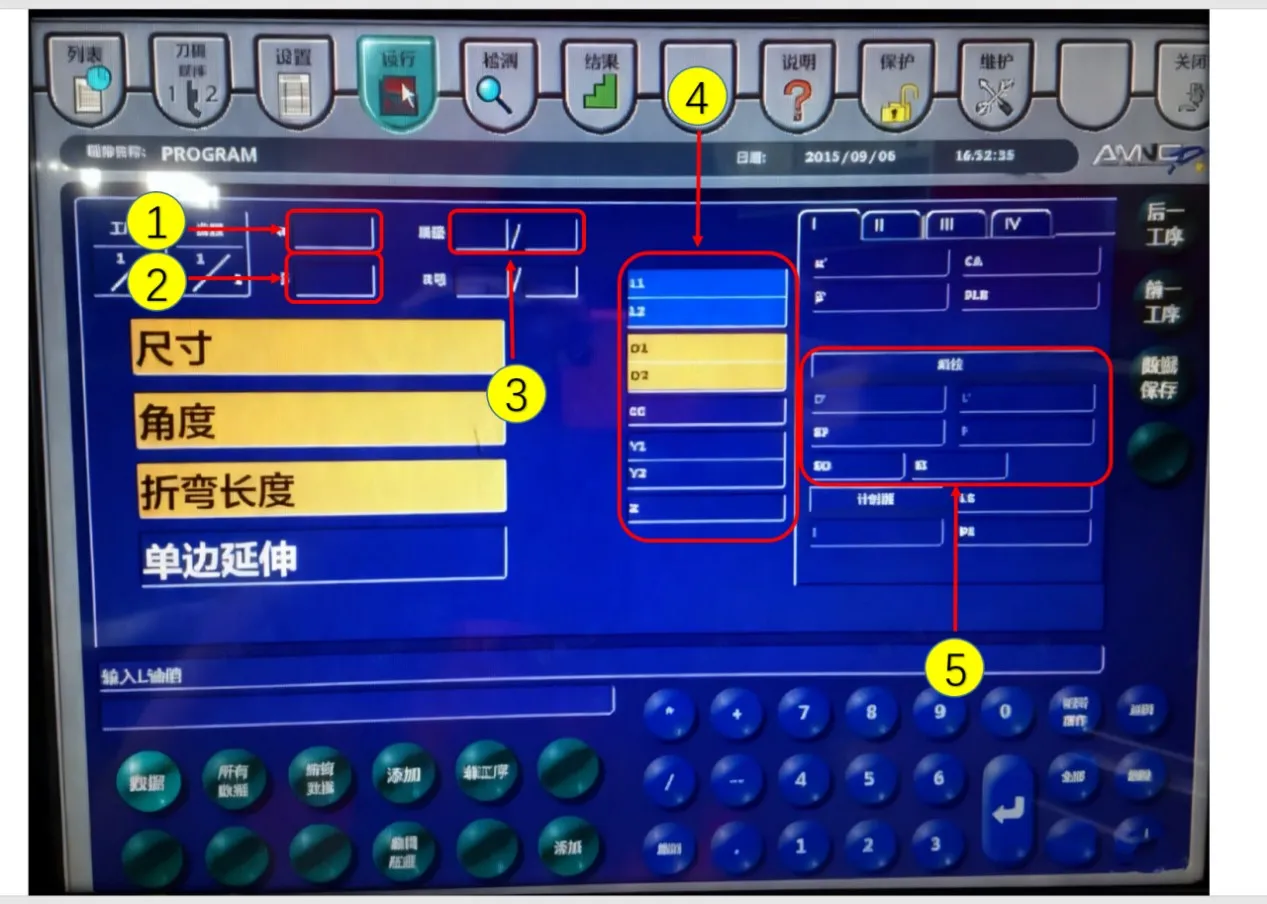
3,5 Настройка [экрана программы инструмента]
3.5.1 на основе изгиба чертежа аннотаций
(1) Толщина входного материала
(2) Тип входного материала
(3) Входной сигнал Верхняя Умереть Спецификация
(4) Входной сигнал Нижняя Умереть Спецификация
(5) входной нижний Die Holder Спецификация
(6) Ввод Die Cushion Спецификация (если применимо)
(7) входные гибочные параметры
3,6 Настройка [Операционного Экрана]
(1) общая компенсация гибки
(2) Общая компенсация угла изгиба
(3) Установка счетчика частей
(4) задняя регулировка датчика точная
(5) задняя установка отката калибра
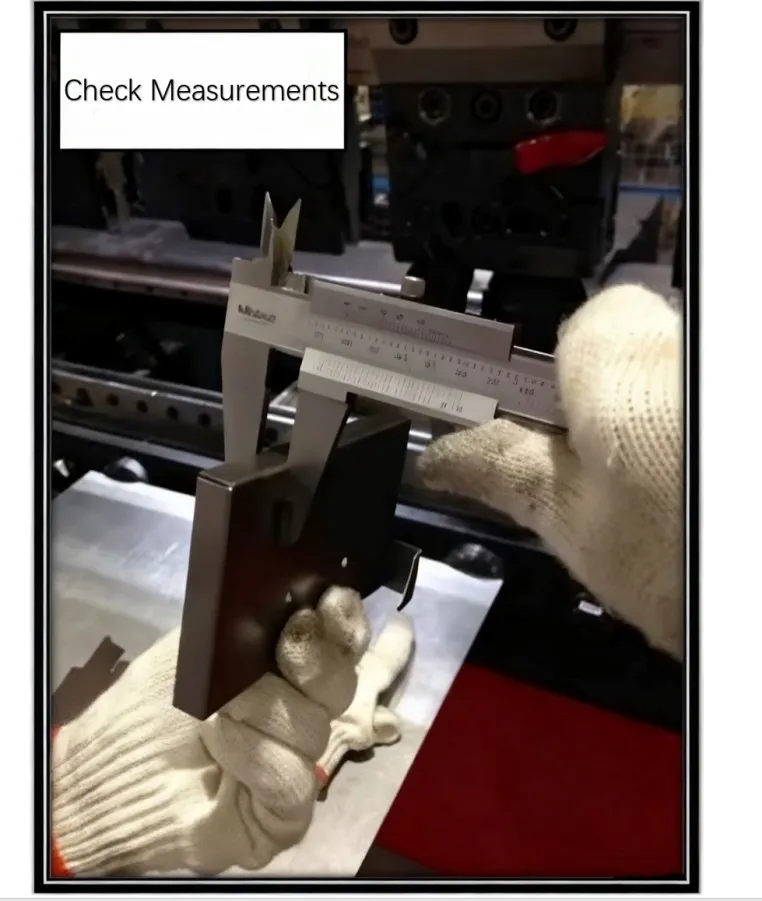
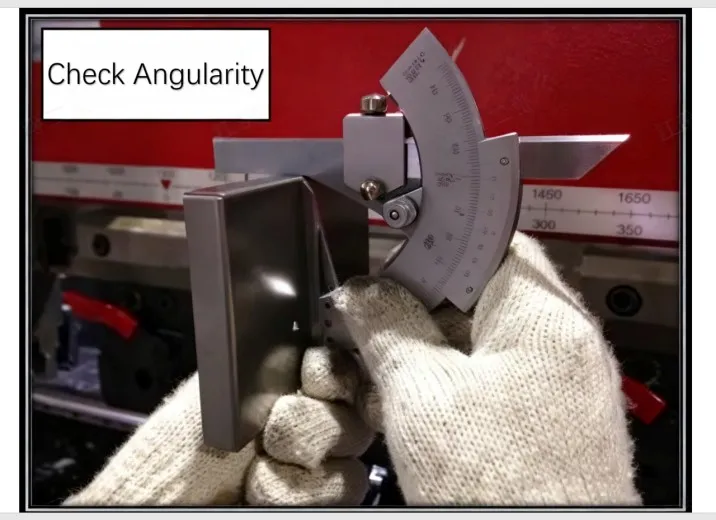
3,7 Проверка первой статьи
(1) Оператор проверяет размеры и углы.
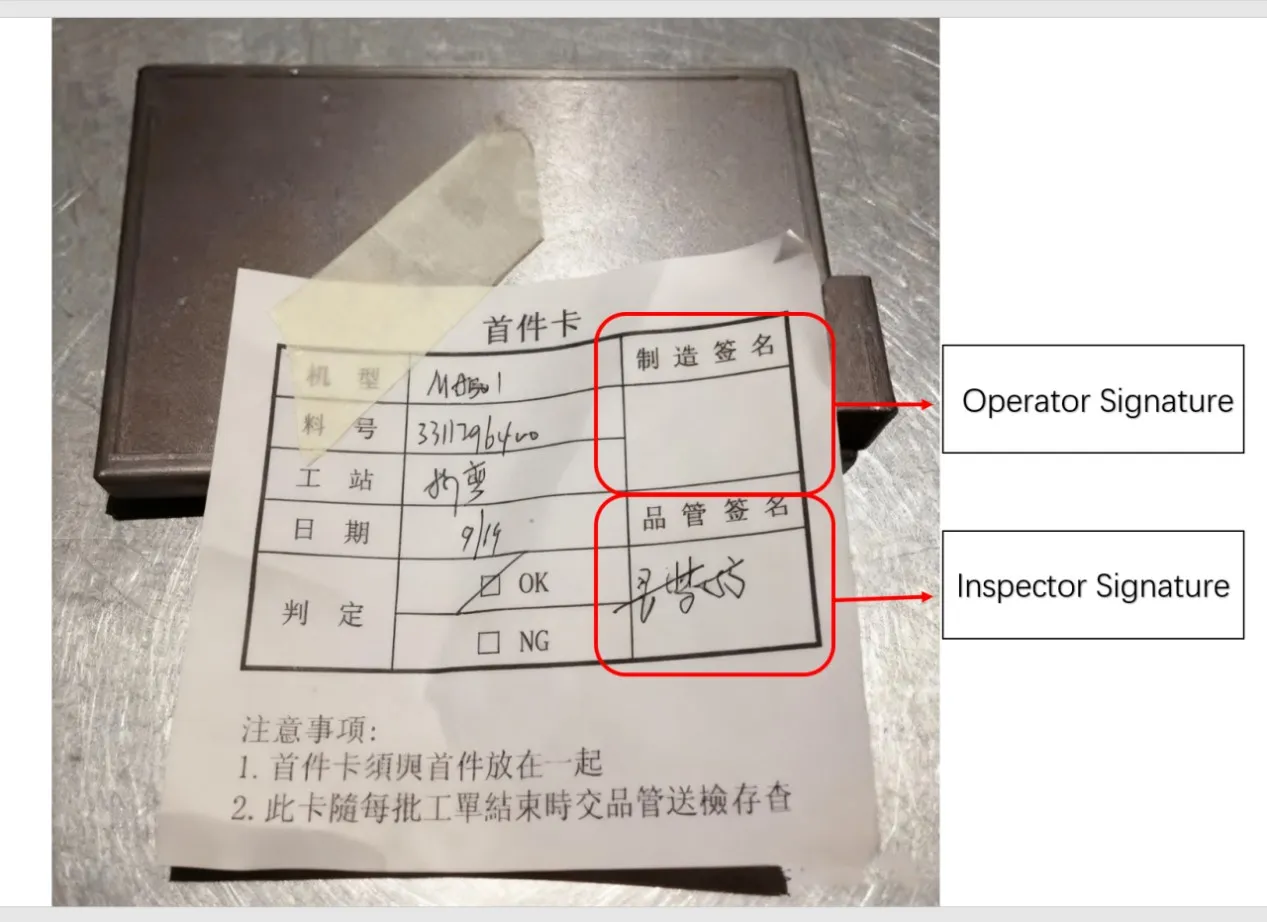
(2) После подтверждения оператором отправьте первую статью в службу контроля качества (QC) для проверки первой статьи (FAI).
(3) Если обнаружены отклонения в размерах / углах или неправильное направление изгиба, сделайте немедленные исправления. Повторно отправьте исправленную часть в КК.
(4) После того, как первая статья одобрена, поместите ее на правую сторону машины для справки патрульными инспекторами.
1. Структура совместимого с лазером пресс-тормоза
1,1 Компоненты
(1) механическая система
(2) Электрическая система
(3) Гидравлическая система
(4) Система управления NC
1,2 Метод изгиба
Вверх-поглаживание: Нижняя матрица прикреплена к раме машины. Изгиб выполняется верхней матрицей, движущейся вниз. D-ось, L-ось, Y-ось и Z-ось автоматически контролируются ЧПУ машины.
2. Метод деятельности
2,1 Последовательность Power ON
(1) главный переключатель силы машины
(2) Переключатель панели управления PLC (подождите, пока панель загрузится в программу, прежде чем продолжить)
(3) Переключатель двигателя
2,2 Последовательность отключения питания
(1) переключатель двигателя
(2) Переключатель панели управления PLC (дождитесь ответа панели, прежде чем продолжить)
(3) главный переключатель силы машины
3. Ручной ввод и процедура и метод ввода программы
3,1 Подготовка вспомогательных инструментов
(1) Штангенциркуль и транспортир Vernier: для проверки соответствия спецификаций продукта требованиям чертежа.
(2) красный ключ: используется для блокировки нижнего держателя матрицы к станину машины.
(3) синий гаечный ключ: используется для регулировки слайдов / рельсов нижнего держателя штампа.
(4) Желтый шестигранный ключ: используется для регулировки зажимных блоков верхнего штампа на машине и для крепления нижнего штампа к нижнему держателю штампа.
(5) зеленый шестигранный ключ: Использованный для закреплять приспособления для простых умирает.
(6) Фиолетовый шестигранный ключ: используется для блокировки нижней матрицы к держателю нижней матрицы.
3,2 Подтверждение процесса и чертежа
(1) Во-первых, подтвердите, завершены ли процессы предварительного сгибания, например, вставка гайки PEM, постукивание.
(2) Затем подтвердите, что чертеж соответствует заготовке (толщина листа, материал), и проверьте заготовку на наличие дефектов предыдущих процессов. Отбросьте заготовки NG и верните их на предыдущую станцию.
(3) Затем проверьте порядок работы для существующих записей программы. Если доступно, переходите непосредственно к гибке.
3,3 Выбор инструмента и матрицы, изменение матрицы
Поместите инженерный чертеж на машину. Используйте фиолетовый шестигранный ключ и красный ключ, чтобы закрепить матрицы на машине.
3,4 Настройка [Экран настройки]
Процедура возврата3.4.1 происхождения
(1) Доступ к экрану [Setup].
(2) Нажмите клавишу [Origin Return].
(3) Подтвердите экран возврата происхождения отображается.
(4) Нажмите клавишу [Start].
(5) Нажмите на педаль закрытия матрицы.
(6) Задний датчик затем выполнит операцию возврата к исходному коду.
(7) Звуковой сигнал указывает, что возврат источника завершен.
Инструмент3.4.2 Установка нулевой точки
(1) Переключиться на [Jog Mode].
(2) Нажмите и удерживайте педаль закрытия матрицы.
(3) Выберите скорость 5x (для увеличения скорости спуска верхнего штампа).
(4) Поверните маховик по часовой стрелке, чтобы постепенно закрыть верхнюю и нижнюю матрицы.
(5) Остановите поворот маховика, когда давление закрытия (P) достигнет 0,8 ~ 1,5.
(6) Нажмите клавишу [SET]; только затем отпустите педаль открытия матрицы. Откройте матрицы до максимального положения.
(7) Появится экран "Tool Zero Point Setting Complete".
3,5 Настройка [экрана программы инструмента]
3.5.1 на основе изгиба чертежа аннотаций
(1) Толщина входного материала
(2) Тип входного материала
(3) Входной сигнал Верхняя Умереть Спецификация
(4) Входной сигнал Нижняя Умереть Спецификация
(5) входной нижний Die Holder Спецификация
(6) Ввод Die Cushion Спецификация (если применимо)
(7) входные гибочные параметры
3,6 Настройка [Операционного Экрана]
(1) общая компенсация гибки
(2) Общая компенсация угла изгиба
(3) Установка счетчика частей
(4) задняя регулировка датчика точная
(5) задняя установка отката калибра
3,7 Проверка первой статьи
(1) Оператор проверяет размеры и углы.
(2) После подтверждения оператором отправьте первую статью в службу контроля качества (QC) для проверки первой статьи (FAI).
(3) Если обнаружены отклонения в размерах / углах или неправильное направление изгиба, сделайте немедленные исправления. Повторно отправьте исправленную часть в КК.
(4) После того, как первая статья одобрена, поместите ее на правую сторону машины для справки патрульными инспекторами.
Следующий:Гибочные вспомогательные инструменты
Недавние Посты
Stay tuned for more updates

Авторские права © 2026 Ma'anshan VORA Machinery Technology Co., Ltd.
Нужно связаться с нами?
Нужно связаться с нами? Лидеры в промышленном производстве и технологиях с 1992 года.




