
SEARCH WHAT YOU WANT

2026-04-21
Создание эксклюзивных штампов для гибки на основе характеристик продукта
В области изготовления листового металла, столкнувшись с дифференцированными требованиями к форме, размеру и точности продукта, универсальность стандартной оснастки может фактически стать ограничением. Именно здесь "пользовательская оснастка пресс-тормозов" становится ключом к повышению эффективности и качества.

1. Зачем настраивать плашки на основе характеристик продукта?
(1) Оптимизация эффективности и стоимости производства, упрощение процессов и сокращение вторичных операций и т. д.
(2) обеспечение функциональности и точности продукта, гарантируя качество внешнего вида продукта
(3) приспосабливаться к различным характеристикам различных материалов, уменьшая материальное повреждение
2. Как настроить плашки на основе характеристик продукта
(1) Понять характеристики продукта
① Тип материала и толщина
② Изгиб угол, радиус и направление изгиба
③ Размерный допуск, угловой допуск и геометрический допуск
④ Размер и форма продукта
⑤ Предварительно определить последовательность изгиба и проверить проблемы столкновения
(2) выберите тип умирают и дизайн умирают структура
① Верхний умереть дизайн и выбор: угол наконечника, радиус наконечника и форма наконечника и т. Д.
② Нижняя умереть дизайн и выбор: V-умереть ширина отверстия, радиус плеча и форма нижней умереть, и т.д.
③ Специальные конструкции и индивидуальный дизайн: ступенчатые штампы, сплющивание штампов, дуговые штампы, рельефный дизайн и т. Д.
(3) Используйте моделирование и моделирование САПР: Проверьте потенциальные столкновения, проверьте последовательность изгиба и предскажите отскок.
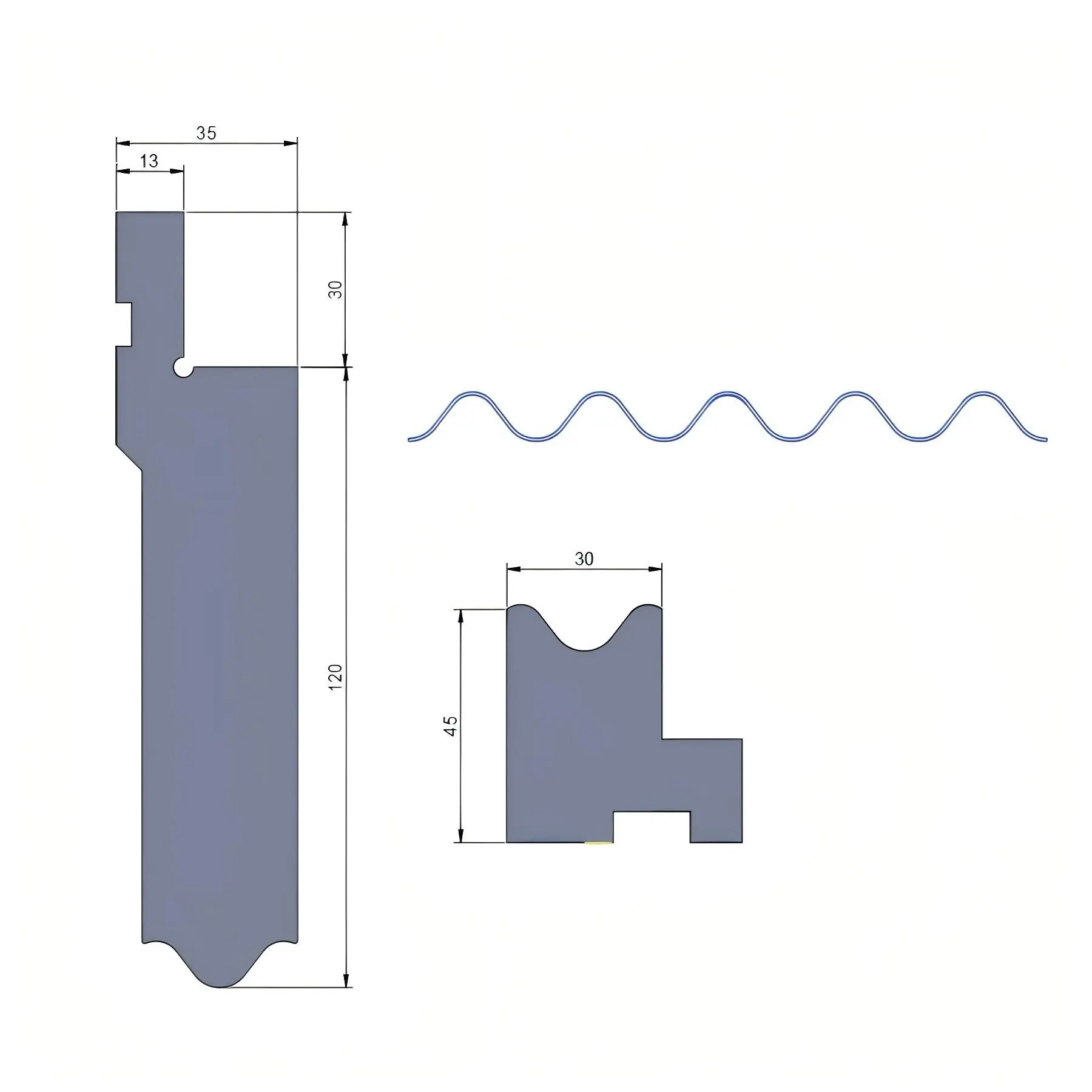

3. Пример внедрения:
(1) продукт: Изделие волнообразной формы, материал стальная пластина, толщина 0,6 мм, внутренний радиус 4,4 мм
(2) Этапы проектирования:
① Дизайн верхнего штампа на основе материала продукта, толщины и угла R: его радиус наконечника должен идеально соответствовать корыту продукта и быть отполирован до зеркальной отделки, чтобы предотвратить царапины.
Спроектируйте нижний штамп в зависимости от толщины изделия и требований к точности: выберите V-образное отверстие в зависимости от толщины материала. Используйте V-образное отверстие 16 мм с большим радиусом плеча.
Выполните стратегическую рельефную резку по бокам обеих матриц, чтобы обеспечить зазор для соседних волн во время формирования, предотвращая катастрофические столкновения.
Определите последовательность изгиба и смоделируйте процесс изгиба с помощью программного обеспечения САПР для проверки потенциальных столкновений.
4. Вывод
В жестко конкурентной и быстро развивающейся современной индустрии производства листового металла настройка инструментов для прессового тормоза вокруг продукта - это гораздо больше, чем просто рекомендуемая передовая практика. По сути, это стало окончательным стратегическим краеугольным камнем для компаний по созданию основных производственных мощностей и достижению совершенства и дифференциации продукта.
Этот стратегический выбор проистекает из глубокой промышленной логики. Традиционное мышление "адаптировать продукт к стандартным инструментам" часто означает компрометацию дизайна продукта, эффективности производства или конечного качества. Когда конструкция инструмента полностью переориентирована на продукт, каждый радиус изгиба, угол наклона и последовательность процессов напрямую соответствуют функциональным требованиям и эстетическому определению продукта. Это не только значительно повышает точность первой точности, снижает затраты на настройку и вторичную обработку, но, что более важно, трансформирует производственную стадию от пассивного исполнения к активному расширению прав и возможностей. Таким образом, компании могут реагировать на более сложные, точные или инновационные конструкции продуктов, превращая узкие места процесса в конкурентные преимущества. Инвестирование в эту ориентированную на продукт разработку инструментов означает инвестирование в более короткое время выхода на рынок, более высокое качество и большую адаптивность к рынку - это окончательный путь к установлению долгосрочных преимуществ в гомогенизированной конкурентной среде.
В области изготовления листового металла, столкнувшись с дифференцированными требованиями к форме, размеру и точности продукта, универсальность стандартной оснастки может фактически стать ограничением. Именно здесь "пользовательская оснастка пресс-тормозов" становится ключом к повышению эффективности и качества.
1. Зачем настраивать плашки на основе характеристик продукта?
(1) Оптимизация эффективности и стоимости производства, упрощение процессов и сокращение вторичных операций и т. д.
(2) обеспечение функциональности и точности продукта, гарантируя качество внешнего вида продукта
(3) приспосабливаться к различным характеристикам различных материалов, уменьшая материальное повреждение
2. Как настроить плашки на основе характеристик продукта
(1) Понять характеристики продукта
① Тип материала и толщина
② Изгиб угол, радиус и направление изгиба
③ Размерный допуск, угловой допуск и геометрический допуск
④ Размер и форма продукта
⑤ Предварительно определить последовательность изгиба и проверить проблемы столкновения
(2) выберите тип умирают и дизайн умирают структура
① Верхний умереть дизайн и выбор: угол наконечника, радиус наконечника и форма наконечника и т. Д.
② Нижняя умереть дизайн и выбор: V-умереть ширина отверстия, радиус плеча и форма нижней умереть, и т.д.
③ Специальные конструкции и индивидуальный дизайн: ступенчатые штампы, сплющивание штампов, дуговые штампы, рельефный дизайн и т. Д.
(3) Используйте моделирование и моделирование САПР: Проверьте потенциальные столкновения, проверьте последовательность изгиба и предскажите отскок.
3. Пример внедрения:
(1) продукт: Изделие волнообразной формы, материал стальная пластина, толщина 0,6 мм, внутренний радиус 4,4 мм
(2) Этапы проектирования:
① Дизайн верхнего штампа на основе материала продукта, толщины и угла R: его радиус наконечника должен идеально соответствовать корыту продукта и быть отполирован до зеркальной отделки, чтобы предотвратить царапины.
Спроектируйте нижний штамп в зависимости от толщины изделия и требований к точности: выберите V-образное отверстие в зависимости от толщины материала. Используйте V-образное отверстие 16 мм с большим радиусом плеча.
Выполните стратегическую рельефную резку по бокам обеих матриц, чтобы обеспечить зазор для соседних волн во время формирования, предотвращая катастрофические столкновения.
Определите последовательность изгиба и смоделируйте процесс изгиба с помощью программного обеспечения САПР для проверки потенциальных столкновений.
4. Вывод
В жестко конкурентной и быстро развивающейся современной индустрии производства листового металла настройка инструментов для прессового тормоза вокруг продукта - это гораздо больше, чем просто рекомендуемая передовая практика. По сути, это стало окончательным стратегическим краеугольным камнем для компаний по созданию основных производственных мощностей и достижению совершенства и дифференциации продукта.
Этот стратегический выбор проистекает из глубокой промышленной логики. Традиционное мышление "адаптировать продукт к стандартным инструментам" часто означает компрометацию дизайна продукта, эффективности производства или конечного качества. Когда конструкция инструмента полностью переориентирована на продукт, каждый радиус изгиба, угол наклона и последовательность процессов напрямую соответствуют функциональным требованиям и эстетическому определению продукта. Это не только значительно повышает точность первой точности, снижает затраты на настройку и вторичную обработку, но, что более важно, трансформирует производственную стадию от пассивного исполнения к активному расширению прав и возможностей. Таким образом, компании могут реагировать на более сложные, точные или инновационные конструкции продуктов, превращая узкие места процесса в конкурентные преимущества. Инвестирование в эту ориентированную на продукт разработку инструментов означает инвестирование в более короткое время выхода на рынок, более высокое качество и большую адаптивность к рынку - это окончательный путь к установлению долгосрочных преимуществ в гомогенизированной конкурентной среде.
Недавние Посты
Stay tuned for more updates

Авторские права © 2026 Ma'anshan VORA Machinery Technology Co., Ltd.
Нужно связаться с нами?
Нужно связаться с нами? Лидеры в промышленном производстве и технологиях с 1992 года.




