
SEARCH WHAT YOU WANT

2026-04-21
Энциклопедия пресс-тормозов: подробное объяснение верхних и нижних штампов
В области изготовления листового металла процесс гибки является основной операцией для деформирования металлических листов, а верхние и нижние штампы пресс-тормоза являются ключевыми компонентами, которые делают этот процесс возможным. Понимание их является важным шагом в освоении технологии гибки, улучшении качества обработки и повышении эффективности.
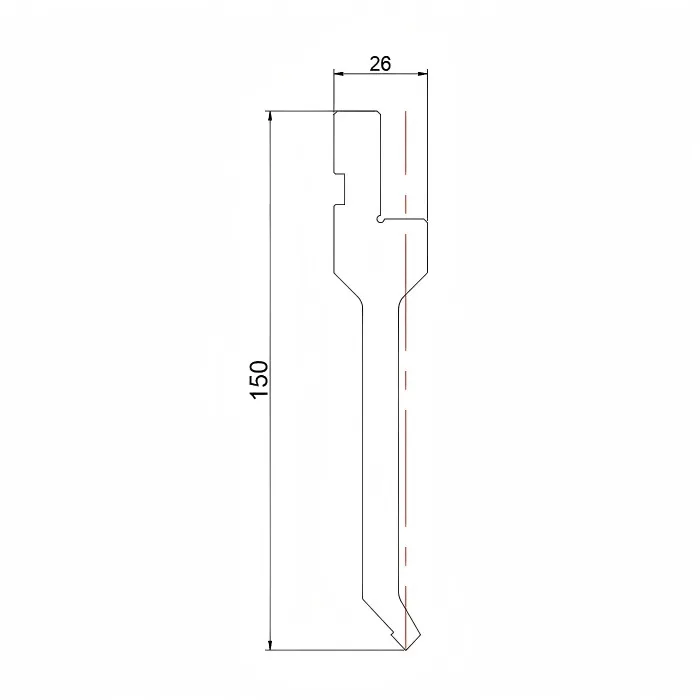
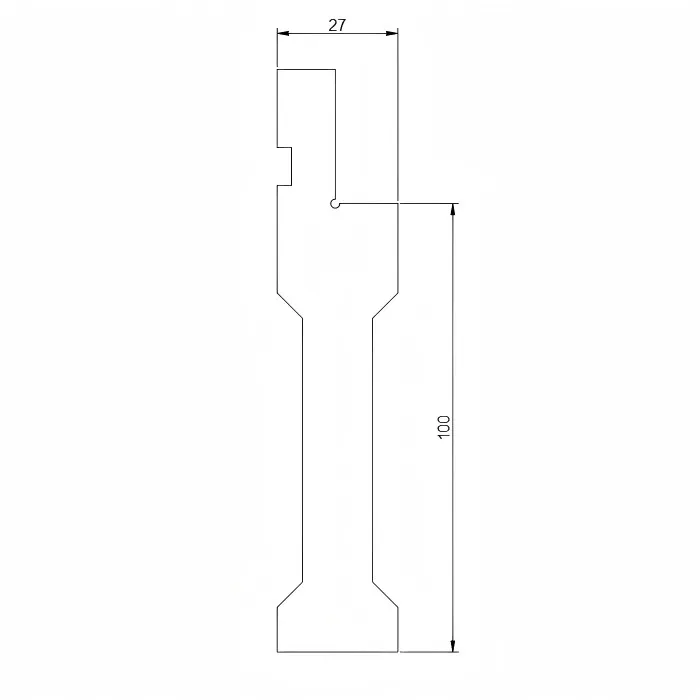
1. Верхний Умереть (Punch)
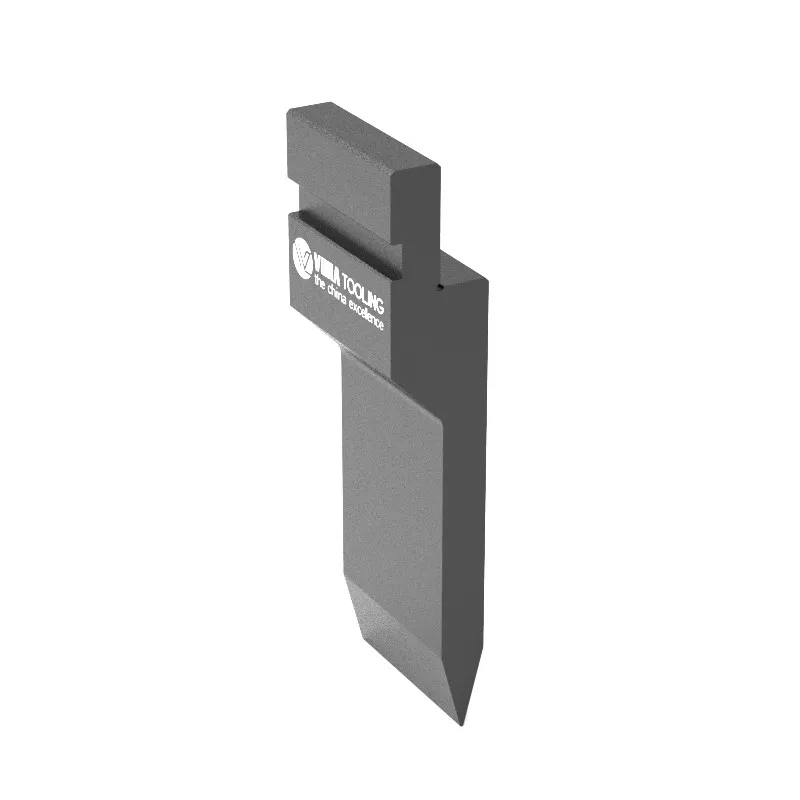
Верхний штамп, также называемый пуансоном или верхним инструментом, устанавливается на штоке пресс-тормоза. Форма его наконечника напрямую определяет форму изгиба листового металла. Выбор соответствующего верхнего штампа является обязательным условием для достижения желаемого угла изгиба.
1,1 Ключевые параметры
Угол кончика: Чтобы компенсировать отскок, угол наконечника обычно на 0,5-2 ° меньше, чем угол изгиба цели.
Радиус кончика: Соответствует требуемому внутреннему радиусу (угол R) изделия.
1,2 Общие типы
① прямой пунш: Корпус имеет прямое "V" образное поперечное сечение.

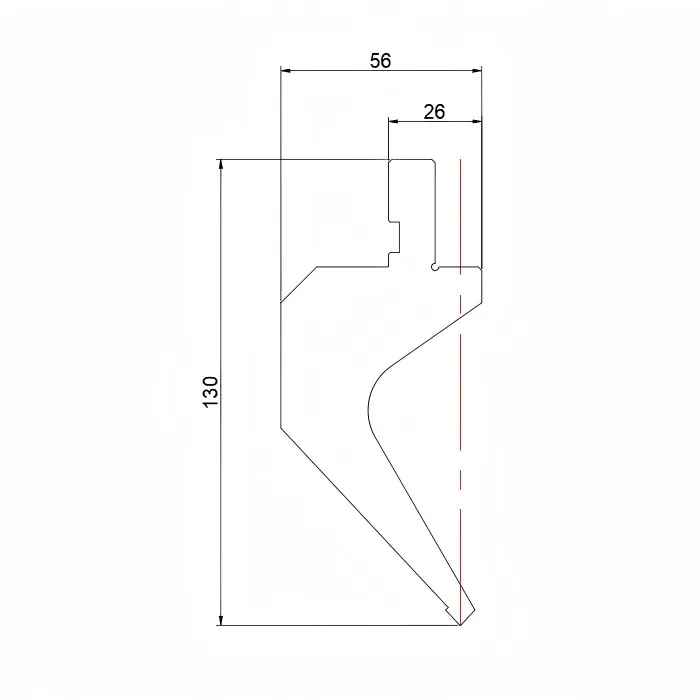
② Гусенек пунш: Наконечник имеет внутренний изгиб, напоминающий шею гуся. Используется в основном для формирования коробок и многоизогнутых деталей.

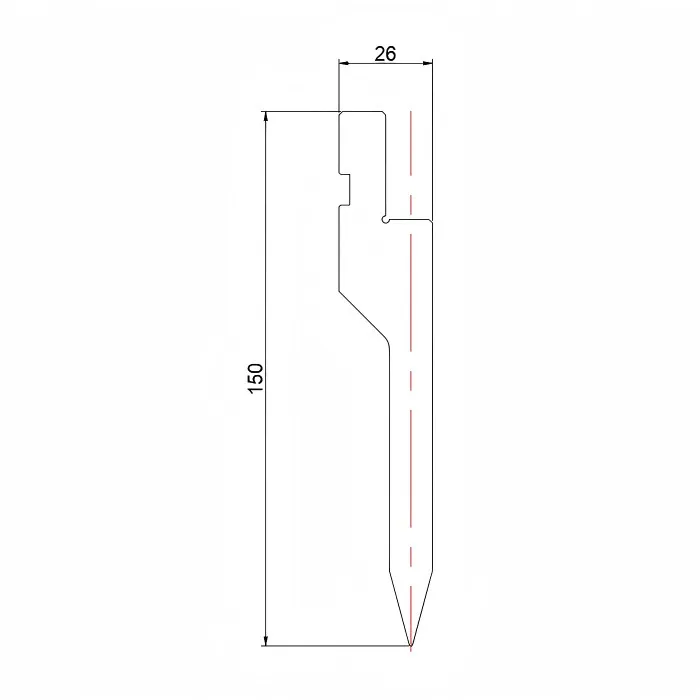
③ Острый угловой удар: Угол наклона составляет менее 90 °. Обычно требуется смещение от 1,5 ° до 3 ° для надлежащего зазора.
④ Плоская пунш: Кончик очень узкий, иногда плоский.

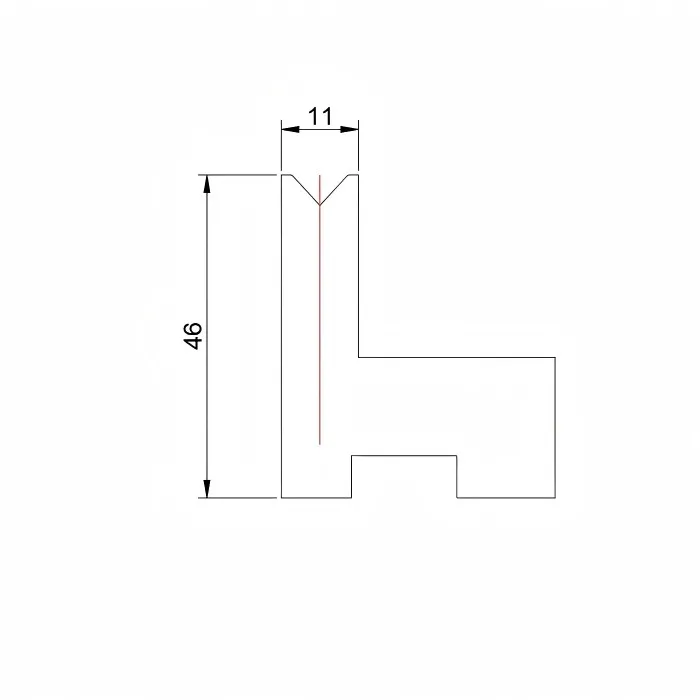
2. Нижняя умереть
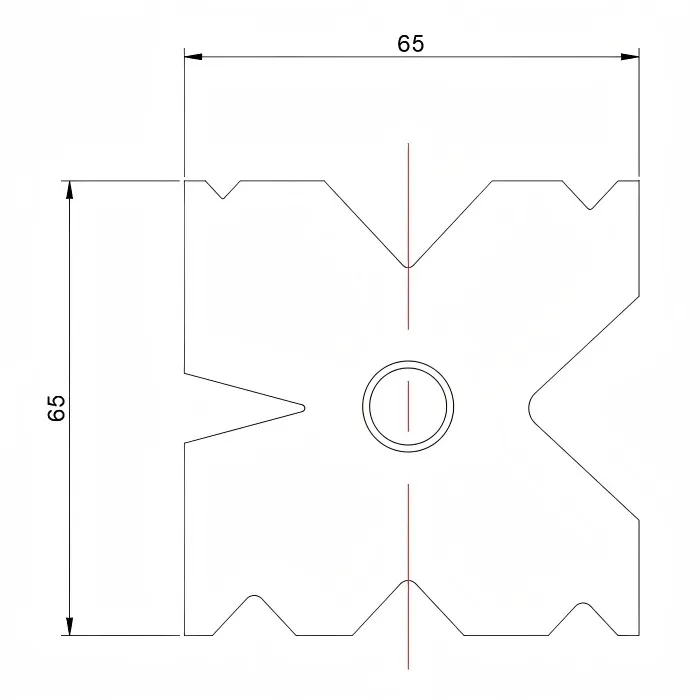
Нижний штамп, также называемый штампом или нижним инструментом, крепится к рабочему столу пресс-тормоза. Его основной особенностью является V-образный паз наверху. Подходящая V-образная ширина отверстия обеспечивает достаточно места для изгиба, обеспечивая при этом точность изгиба и срок службы инструмента.
2,1 Ключевые параметры
V-ширина открытия: От 6 до 12 раз больше толщины материала.
Меньшее V-образное отверстие (например, 6T): Требует большей силы, но обеспечивает более высокую точность и меньший внутренний радиус изгиба.
Большее V-образное отверстие (например, 12T): Требует меньшей силы, но приводит к большему внутреннему радиусу, меньшей точности и большему отскоку.
2,2 Общие типы
① одиночный V умирает: Блок имеет один V-образный паз. Предлагает лучшую жесткость и высочайшую точность. Идеально подходит для крупносерийного непрерывного производства одного продукта.
② Двойной V умирает: Имеет два разных V-отверстия на одном блоке. Идеальный выбор для гибкого производства многих сортов небольшими партиями.
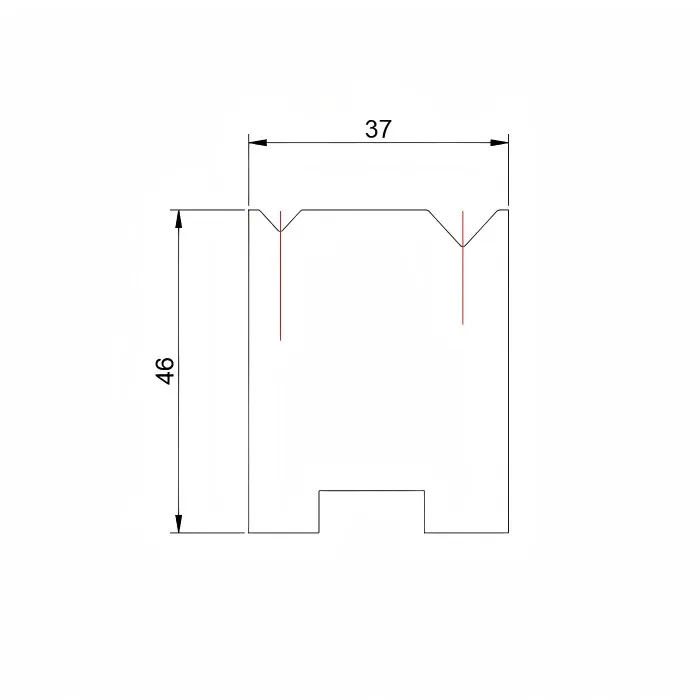
③ Multi V Die: Имеет несколько различных V-отверстий на одном блоке. Позволяет быстро менять инструмент.

3. Ключи к эффективному сотрудничеству
(1) выравнивание: Оконечность верхнего штампа должна быть точно выровнена с центральной линией V-образного паза нижнего штампа. Рассогласование приведет к неравномерному изгибу, отклонению угла и ускоренному износу инструмента.
(2) Контроль зазора: Зазор между верхней и нижней матрицами (примерно равный толщине материала) должен быть точно отрегулирован. Если зазор слишком мал, он может поцарапать лист или потребовать чрезмерного давления. Если зазор слишком велик, это приведет к нестабильным углам изгиба и чрезмерному отскоку.
(3) Согласование и выбор: Модели, углы и радиусы наконечника (R) верхней и нижней штампов должны быть разумно согласованы в соответствии с типом материала, толщиной, длиной и необходимым углом и радиусом изгиба.
4. Обслуживание и уход
(1) Очистка: После каждого использования сдувайте все металлические стружки, чтобы предотвратить повреждение рабочих поверхностей.
(2) Смазка: Регулярно наносите антикоррозионное масло на нерабочие зоны. Используйте специализированную смазку экстремального давления на рабочие зоны.
(3) осмотр: Регулярно проверяйте основные размеры (угол, радиус) и состояние поверхности.
(4) хранение: Используйте выделенные стеллажи для хранения. Хранить вертикально, чтобы избежать повреждений от удара и ржавчины.


5. Резюме
Понимание верхнего штампа и нижнего штампа заключается не только в знании их имен или структур; речь идет об освоении основных принципов формирования металла. Они являются незаменимыми "партнерами по диалогу" при изгибе. Верхний штамп задает ключевые вопросы своим углом, радиусом и давлением, в то время как нижний штамп предоставляет вспомогательные ответы с соответствующим V-раскрытием, методом поддержки и силовыми характеристиками. Вместе они определяют окончательную форму материала.
В области изготовления листового металла процесс гибки является основной операцией для деформирования металлических листов, а верхние и нижние штампы пресс-тормоза являются ключевыми компонентами, которые делают этот процесс возможным. Понимание их является важным шагом в освоении технологии гибки, улучшении качества обработки и повышении эффективности.
1. Верхний Умереть (Punch)
Верхний штамп, также называемый пуансоном или верхним инструментом, устанавливается на штоке пресс-тормоза. Форма его наконечника напрямую определяет форму изгиба листового металла. Выбор соответствующего верхнего штампа является обязательным условием для достижения желаемого угла изгиба.
1,1 Ключевые параметры
Угол кончика: Чтобы компенсировать отскок, угол наконечника обычно на 0,5-2 ° меньше, чем угол изгиба цели.
Радиус кончика: Соответствует требуемому внутреннему радиусу (угол R) изделия.
1,2 Общие типы
① прямой пунш: Корпус имеет прямое "V" образное поперечное сечение.
② Гусенек пунш: Наконечник имеет внутренний изгиб, напоминающий шею гуся. Используется в основном для формирования коробок и многоизогнутых деталей.
③ Острый угловой удар: Угол наклона составляет менее 90 °. Обычно требуется смещение от 1,5 ° до 3 ° для надлежащего зазора.
④ Плоская пунш: Кончик очень узкий, иногда плоский.
2. Нижняя умереть
Нижний штамп, также называемый штампом или нижним инструментом, крепится к рабочему столу пресс-тормоза. Его основной особенностью является V-образный паз наверху. Подходящая V-образная ширина отверстия обеспечивает достаточно места для изгиба, обеспечивая при этом точность изгиба и срок службы инструмента.
2,1 Ключевые параметры
V-ширина открытия: От 6 до 12 раз больше толщины материала.
Меньшее V-образное отверстие (например, 6T): Требует большей силы, но обеспечивает более высокую точность и меньший внутренний радиус изгиба.
Большее V-образное отверстие (например, 12T): Требует меньшей силы, но приводит к большему внутреннему радиусу, меньшей точности и большему отскоку.
2,2 Общие типы
① одиночный V умирает: Блок имеет один V-образный паз. Предлагает лучшую жесткость и высочайшую точность. Идеально подходит для крупносерийного непрерывного производства одного продукта.
② Двойной V умирает: Имеет два разных V-отверстия на одном блоке. Идеальный выбор для гибкого производства многих сортов небольшими партиями.
③ Multi V Die: Имеет несколько различных V-отверстий на одном блоке. Позволяет быстро менять инструмент.
3. Ключи к эффективному сотрудничеству
(1) выравнивание: Оконечность верхнего штампа должна быть точно выровнена с центральной линией V-образного паза нижнего штампа. Рассогласование приведет к неравномерному изгибу, отклонению угла и ускоренному износу инструмента.
(2) Контроль зазора: Зазор между верхней и нижней матрицами (примерно равный толщине материала) должен быть точно отрегулирован. Если зазор слишком мал, он может поцарапать лист или потребовать чрезмерного давления. Если зазор слишком велик, это приведет к нестабильным углам изгиба и чрезмерному отскоку.
(3) Согласование и выбор: Модели, углы и радиусы наконечника (R) верхней и нижней штампов должны быть разумно согласованы в соответствии с типом материала, толщиной, длиной и необходимым углом и радиусом изгиба.
4. Обслуживание и уход
(1) Очистка: После каждого использования сдувайте все металлические стружки, чтобы предотвратить повреждение рабочих поверхностей.
(2) Смазка: Регулярно наносите антикоррозионное масло на нерабочие зоны. Используйте специализированную смазку экстремального давления на рабочие зоны.
(3) осмотр: Регулярно проверяйте основные размеры (угол, радиус) и состояние поверхности.
(4) хранение: Используйте выделенные стеллажи для хранения. Хранить вертикально, чтобы избежать повреждений от удара и ржавчины.
5. Резюме
Понимание верхнего штампа и нижнего штампа заключается не только в знании их имен или структур; речь идет об освоении основных принципов формирования металла. Они являются незаменимыми "партнерами по диалогу" при изгибе. Верхний штамп задает ключевые вопросы своим углом, радиусом и давлением, в то время как нижний штамп предоставляет вспомогательные ответы с соответствующим V-раскрытием, методом поддержки и силовыми характеристиками. Вместе они определяют окончательную форму материала.
Предыдущий:Методы обработки для немаркированной гибки
Следующий:Нет больше данных
Недавние Посты
Stay tuned for more updates

Авторские права © 2026 Ma'anshan VORA Machinery Technology Co., Ltd.
Нужно связаться с нами?
Нужно связаться с нами? Лидеры в промышленном производстве и технологиях с 1992 года.




